采用超聲滾壓工藝對滲碳+淬回火態(tài)20CrNiMo鋼試樣進行表面強化處理���,研究了不同靜壓力(700��,800�����,900�,1000N)下試樣的表面粗糙度��、硬度�、殘余壓應(yīng)力分布以及旋轉(zhuǎn)彎曲疲勞性能。結(jié)果表明:超聲滾壓后,試樣的表面粗糙度明顯降低�,且隨著靜壓力的增加呈先降低后增加的趨勢,當靜壓力為900N時�����,表面粗糙度Ra最低�,為0.17μm。超聲滾壓后�,試樣的硬度提高,且隨著靜壓力的增加呈升高趨勢��。超聲滾壓在試樣表層引入梯度分布的殘余壓應(yīng)力���;隨著靜壓力的增加�����,殘余壓應(yīng)力最大值先增后降,在靜壓力為900N時達到最大�,為1128MPa。超聲滾壓后試樣的旋轉(zhuǎn)彎曲疲勞壽命顯著提高����,且隨著靜壓力的增加先增后降。當靜壓力為900N時,疲勞壽命最高����,達到697.3×104周次,此時疲勞裂紋源為單裂紋源�,位于次表層。試樣表層殘余壓應(yīng)力最大值的變化趨勢與疲勞壽命具有高度相關(guān)性��,是影響疲勞壽命的關(guān)鍵因素��。
01�、研究背景
20CrNiMo鋼具有硬度高以及耐磨性、焊接性�、可切削性、冷應(yīng)變塑性和韌性良好等特性�,一般在調(diào)質(zhì)或滲碳淬火狀態(tài)下使用,廣泛應(yīng)用于海上風電機組��、重型礦山裝備��、大型艦船等高端裝備齒輪的制造�����。重載齒輪在使用過程中要承受較大的振動��、沖擊和彎曲應(yīng)力,一旦發(fā)生疲勞斷裂����,將引發(fā)重大事故,造成嚴重的經(jīng)濟損失�����。
通?���?刹捎帽砻鏅C械強化的方法來提高金屬構(gòu)件的疲勞性能,常見的強化工藝主要包括機械噴丸����、激光噴丸、超聲滾壓�����、空化水射流���、復(fù)合表層改性等。機械噴丸對構(gòu)件殘余壓應(yīng)力和硬度的提高幅度不大���,疲勞壽命提高不明顯�。空化水射流和激光噴丸可在構(gòu)件表面引入較高的殘余壓應(yīng)力����,大幅提高表層的顯微硬度,但是改性層的深度較淺�,表面粗糙度過大。復(fù)合表層改性雖然改性效果良好�����,但是工藝復(fù)雜�,成本較高,對工件的形狀有限制����。超聲滾壓是一種可同時實現(xiàn)金屬材料表面強化和光整加工的一體化方案,可改善表面完整性��,大幅提高構(gòu)件的疲勞性能����。超聲滾壓處理技術(shù)在傳統(tǒng)機械滾壓的基礎(chǔ)上加入了超聲振動���,構(gòu)件表面承受靜壓力和動態(tài)沖擊的雙重作用�;滾壓工具頭以超過20kHz的高頻振動沖擊構(gòu)件表面,使表層材料發(fā)生劇烈塑性變形�,從而在表層引入高的硬度場、殘余壓應(yīng)力場以及微細結(jié)構(gòu)場�,有效抑制疲勞裂紋的萌生和擴展,進而大幅提高構(gòu)件的疲勞壽命��。但是����,超聲滾壓工藝參數(shù)對構(gòu)件表面完整性和構(gòu)件疲勞性能的影響規(guī)律還需要深入探索�����,表面完整性各指標對疲勞性能的影響機理還不明確�����。
作者在不同靜壓力下對滲碳+淬回火態(tài)20CrNiMo鋼表面進行超聲滾壓處理�����,研究了超聲滾壓后表面顯微組織�����、表面粗糙度��、顯微硬度和殘余應(yīng)力分布以及旋轉(zhuǎn)彎曲疲勞性能����,探究了超聲滾壓處理對20CrNiMo鋼疲勞性能影響的機理�����,以期為長壽命重載齒輪的制造提供試驗參考�����。
02����、研究亮點
1 試樣制備與試驗方法
本章節(jié)重點包括:
1. 試驗材料為20CrNiMo鋼�����,正火態(tài)���,詳細列出其化學成分和力學性能���;
2. 試樣制備過程包括截取�、滲碳+淬回火處理(930℃滲碳180min���,820℃淬火油冷,200℃回火120min)��、打磨和清洗�;
3. 熱處理后表面為針狀回火馬氏體和少量殘余奧氏體,心部為板條馬氏體和少量鐵素體��;
4. 使用超聲滾壓設(shè)備進行表面強化�����,采用YG6硬質(zhì)合金球沖擊頭�����,優(yōu)化參數(shù)包括頻率25kHz�、轉(zhuǎn)速180r/min等,靜壓力設(shè)4個水平(700-1000N);
5. 疲勞試驗按GB/T 4337-2015進行旋轉(zhuǎn)彎曲測試�,每組重復(fù)5次;
6. 后續(xù)表征包括表面形貌����、粗糙度、殘余應(yīng)力(表面及深度方向)��、截面硬度和疲勞斷口SEM觀察�����。
滲碳+淬回火后試驗鋼表面和心部的顯微組織
2 試驗結(jié)果與討論
本章節(jié)重點:
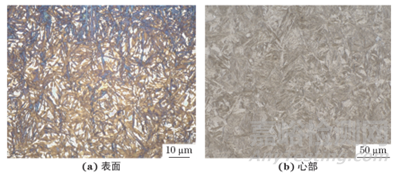
1. 表面形貌與粗糙度:超聲滾壓有效消除加工刀痕,降低表面粗糙度����;靜壓力900N時效果最佳(粗糙度降至0.17 μm),壓力過大(1000N)會導致微裂紋和剝落�。
2. 顯微硬度:滾壓后表層硬度顯著提升(最高990HV),隨靜壓力增加而升高�,主要因加工硬化和晶粒細化�����。硬度提高可增強抗疲勞裂紋擴展能力。
3. 殘余應(yīng)力:滾壓后表層形成殘余壓應(yīng)力�����,900N時最大(1128MPa)����,壓力過高(1000N)會導致應(yīng)力松弛。殘余壓應(yīng)力能抵消交變載荷拉應(yīng)力���,抑制裂紋萌生與擴展�����。
4. 疲勞壽命:滾壓后疲勞壽命顯著提升(最高達27.2倍)����,900N靜壓力時壽命最長(697.3×10?周次)����,與殘余壓應(yīng)力變化趨勢一致,表明殘余壓應(yīng)力是決定因素��。
5. 斷口分析:未滾壓試樣為多源表面裂紋����;滾壓后裂紋源減少或轉(zhuǎn)移至次表層(尤其800N以上),擴展區(qū)增大���,瞬斷區(qū)縮小���,反映抗疲勞性能提升。關(guān)鍵結(jié)論:超聲滾壓通過改善表面完整性(降低粗糙度��、提高硬度�、引入殘余壓應(yīng)力)顯著提升疲勞性能��,其中殘余壓應(yīng)力起決定性作用��,900N靜壓力為最優(yōu)參數(shù)��。
不同靜壓力下超聲滾壓前后試樣的表面形貌
03�����、研究結(jié)論
(1)滲碳+淬回火處理20CrNiMo鋼試樣經(jīng)超聲滾壓處理后的表面粗糙度明顯降低����,加工刀痕變淺;隨著靜壓力的增加��,表面粗糙度呈先降低后增加的趨勢�����,當靜壓力為900N時��,表面粗糙度Ra最低����,為0.17μm;當靜壓力超過900N后���,表面出現(xiàn)少許微裂紋和剝落坑����。超聲滾壓后�,試樣表層硬度提高,且隨著靜壓力的增加�����,硬度呈升高趨勢��。
(2)超聲滾壓在試樣表層引入梯度分布的殘余壓應(yīng)力,隨著距表面距離的增加�����,殘余壓應(yīng)力先增加后降低��;隨著靜壓力的增加����,殘余壓應(yīng)力最大值先增后降�,當靜壓力為900N時,殘余壓應(yīng)力最大值最大����,為1128MPa�。
(3)超聲滾壓后試樣的旋轉(zhuǎn)彎曲疲勞壽命顯著提高;隨著靜壓力的增加�����,疲勞壽命先增后降��,當靜壓力為900N時�����,疲勞壽命最高,達到697.3×104周次����,此時疲勞裂紋源為單裂紋源,且位于次表層���;試樣表層殘余壓應(yīng)力最大值的變化趨勢與疲勞壽命具有高度相關(guān)性��,是影響疲勞壽命的關(guān)鍵因素�。